
新闻动态
新闻资讯
- 江苏金纬人机一体化智能系统推出新型挤出设备提升薄膜生产效率
- 广东汇悦模具突破创新:专利助力铝合金挤出模具市场变革
- 合锻智能收盘下跌276%最新市净率148
- 颜十六妻子真容曝光!妻儿都在江苏老家被连累没脸出来见人了
- 深圳万用房子智造科技有限公司获得装配式房子合金铝T型立柱专利
联系我们
联系人: 黄先生
手机: 13553877099
电话:
黄先生:13553877099
hmr@mxjpm.com.cn
吴小姐:18928238486
wby@mxjpm.com.cn
邮箱: hmr@mxjpm.com.cn
地址:
横沥工厂:广东省東莞市横沥镇水边職教城高訓中心
常平工厂:广东省东莞市常平镇白花沥村六横路天图斯工业园第9栋101号
新闻动态
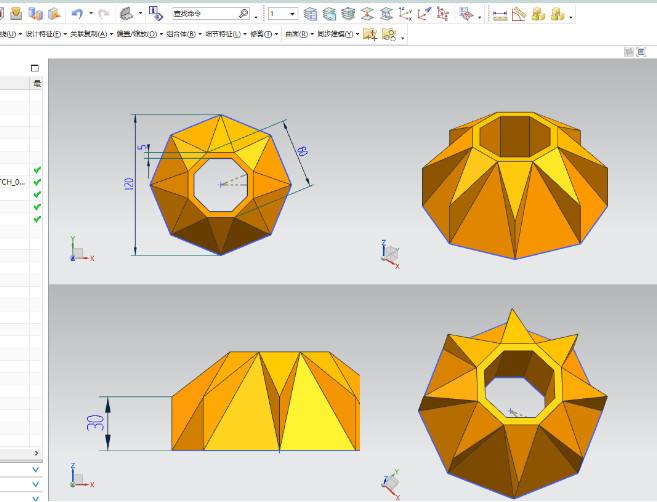
压铸件拔模视点
高度与拔模斜度,拔模斜度越大越简单脱模,对墙面较深(高)的产品或产品自身较深(高)的更是重要。又由于拔模斜度而发生的厚度改变是能够事前计算出来的,因而能防止壁面壁厚太薄或太厚而导致成型不良的种种问题:
tanθ=X/H;θ=拔模斜度;H=墙高或肋高;X=所削减的壁厚(或歪斜误差量)。
一般设计较精密的产品都会要求较小的拔模斜度,也就是在产品深(高)度较大时,其歪斜量X需控制在必定的规模以内,例如高100mm的产品,若是要求精密的产品,则期望上下误差量能控制在0.15 mm之内,tanθ=0.005,θ≈0.25。
这样的视点,就成型而言已是非常困难,但在如今成型机越来越精密、模具也越精密的年代,做到这样乃至更小的偏移也不无或许,若仍无法到达需求,则应考虑做滑块来处理。
流体压力成型制件的壁厚一般较薄,因而拔模斜度取增大制件壁厚的方式。当制件尺度精度要求不高或制件的图纸未做特别规守时,其外形、凸出部分的拔模斜度取0。
30′,内腔、孔、凹人部分的拔模斜度取1。。当全体制件尺度精度要求比较高或制件的图纸中某尺度精度要求比较高时,应控制在尺度公役规模内。
经历内容仅供参考,如果您需处理具体问题(特别法令、医学等范畴),主张您具体咨询相关范畴专业人士。
写经历 有钱赚
如要投诉,请到百度经历投诉中心,如要提出定见、主张, 请到百度经历办理吧反应。
©2026Baidu京ICP证030173号-1 京网文【2023】1034-029号
- 上一篇:压铸件的拔模斜度
- 下一篇:模具钢选择:怎么样提高塑胶产品质量与生产效率
新闻资讯
- 2025-03-28 09:17:05
- 2025-03-29 18:46:21
 扫一扫关注我们
扫一扫关注我们